3D PRINTING HISTORY
3D printing is any of various processes in which material is joined or solidified under computer control to create a three-dimensional object,[1] with material being added together (such as liquid molecules or powder grains being fused together). 3D printing is used in both rapid prototyping and additive manufacturing. Objects can be of almost any shape or geometry and typically are produced using digital model data from a 3D model or another electronic data source such as an Additive Manufacturing File (AMF) file (usually in sequential layers). There are many different technologies, like stereolithography (SLA) or fused deposit modeling (FDM)[2]. Thus, unlike material removed from a stock in the conventional machining process, 3D printing or Additive Manufacturing builds a three-dimensional object from a computer-aided design (CAD) model or AMF file, usually by successively adding material layer by layer.[3][4]
The term "3D printing" originally referred to a process that deposits a binder material onto a powder bed with inkjet printer heads layer by layer. More recently, the term is being used in popular vernacular to encompass a wider variety of additive manufacturing techniques. United States and global technical standards use the official term additive manufacturing for this broader sense
History
1981 : Early additive manufacturing equipment and materials were developed in the 1980s.[8] In 1981, Hideo Kodama of Nagoya Municipal Industrial Research Institute invented two additive methods for fabricating three-dimensional plastic models with photo-hardening thermoset polymer, where the UV exposure area is controlled by a mask pattern or a scanning fiber transmitter.[9][10]
1984 : On 16 July 1984, Alain Le Méhauté, Olivier de Witte, and Jean Claude André filed their patent for the stereolithography process.[11] The application of the French inventors was abandoned by the French General Electric Company (now Alcatel-Alsthom) and CILAS (The Laser Consortium).[12] The claimed reason was "for lack of business perspective".[13]
Three weeks later in 1984, Chuck Hull of 3D Systems Corporation[14] filed his own patent for a stereolithography fabrication system, in which layers are added by curing photopolymers with ultraviolet light lasers. Hull defined the process as a "system for generating three-dimensional objects by creating a cross-sectional pattern of the object to be formed,".[15][16] Hull's contribution was the STL (Stereolithography) file format and the digital slicing and infill strategies common to many processes today.
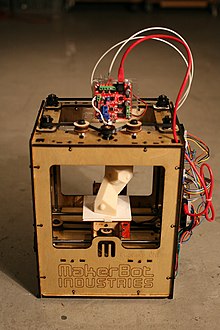
1988: The technology used by most 3D printers to date—especially hobbyist and consumer-oriented models—is fused deposition modeling, a special application of plastic extrusion, developed in 1988 by S. Scott Crump and commercialized by his company Stratasys, which marketed its first FDM machine in 1992.
General principles
Modeling
3D printable models may be created with a computer-aided design (CAD) package, via a 3D scanner, or by a plain digital camera and photogrammetry software. 3D printed models created with CAD result in reduced errors and can be corrected before printing, allowing verification in the design of the object before it is printed.[28] The manual modeling process of preparing geometric data for 3D computer graphics is similar to plastic arts such as sculpting. 3D scanning is a process of collecting digital data on the shape and appearance of a real object, creating a digital model based on it.

Printing
Before printing a 3D model from an STL file, it must first be examined for errors. Most CAD applications produce errors in output STL files,[29][30] of the following types:
holes;faces normals;
self-intersections;
noise shells;
manifold errors.[31]
A step in the STL generation known as "repair" fixes such problems in the original model.[32][33] Generally STLs that have been produced from a model obtained through 3D scanning often have more of these errors.[34] This is due to how 3D scanning works-as it is often by point to point acquisition, reconstruction will include errors in most cases.[35]
Once completed, the STL file needs to be processed by a piece of software called a "slicer," which converts the model into a series of thin layers and produces a G-code file containing instructions tailored to a specific type of 3D printer (FDM printers).[citation needed] This G-code file can then be printed with 3D printing client software (which loads the G-code, and uses it to instruct the 3D printer during the 3D printing process).
Finishing
Though the printer-produced resolution is sufficient for many applications, printing a slightly oversized version of the desired object in standard resolution and then removing material[40] with a higher-resolution subtractive process can achieve greater precision.
The layered structure of all Additive Manufacturing processes leads inevitably to a strain-stepping effect on part surfaces which are curved or tilted in respect to the building platform. The effects strongly depend on the orientation of a part surface inside the building process.[41]
Some printable polymers such as ABS, allow the surface finish to be smoothed and improved using chemical vapor processes[42] based on acetone or similar solvents.
Some additive manufacturing techniques are capable of using multiple materials in the course of constructing parts. These techniques are able to print in multiple colors and color combinations simultaneously, and would not necessarily require painting.
Some printing techniques require internal supports to be built for overhanging features during construction. These supports must be mechanically removed or dissolved upon completion of the print.
All of the commercialized metal 3D printers involve cutting the metal component off the metal substrate after deposition. A new process for the GMAW 3D printing allows for substrate surface




Processes and printers
A large number of additive processes are available. The main differences between processes are in the way layers are deposited to create parts and in the materials that are used. Each method has its own advantages and drawbacks, which is why some companies offer a choice of powder and polymer for the material used to build the object.[45] Others sometimes use standard, off-the-shelf business paper as the build material to produce a durable prototype. The main considerations in choosing a machine are generally speed, costs of the 3D printer, of the printed prototype, choice and cost of the materials, and color capabilities.[46] Printers that work directly with metals are generally expensive. However less expensive printers can be used to make a mold, which is then used to make metal parts.[47]
ISO/ASTM52900-15 defines seven categories of Additive Manufacturing (AM) processes within its meaning: binder jetting, directed energy deposition, material extrusion, material jetting, powder bed fusion, sheet lamination, and vat photopolymerization.[48]
Some methods melt or soften the material to produce the layers. In Fused filament fabrication, also known as Fused deposition modeling (FDM), the model or part is produced by extruding small beads or streams of material which harden immediately to form layers. A filament of thermoplastic, metal wire, or other material is fed into an extrusion nozzle head (3D printer extruder), which heats the material and turns the flow on and off. FDM is somewhat restricted in the variation of shapes that may be fabricated. Another technique fuses parts of the layer and then moves upward in the working area, adding another layer of granules and repeating the process until the piece has built up. This process uses the unfused media to support overhangs and thin walls in the part being produced, which reduces the need for temporary auxiliary supports for the piece.[49]


DEVELOPMENT OF PRINTING
| Part of a series on the | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| History of printing | ||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||