Electrical discharge machining of the contour (EDM)
EDM operations permit to carry out outer and inner contour machining with the wire tilted and in the vertical position. There are also strategies for 4 axis machining with automatic, interactive and precise synchronization possibilities.
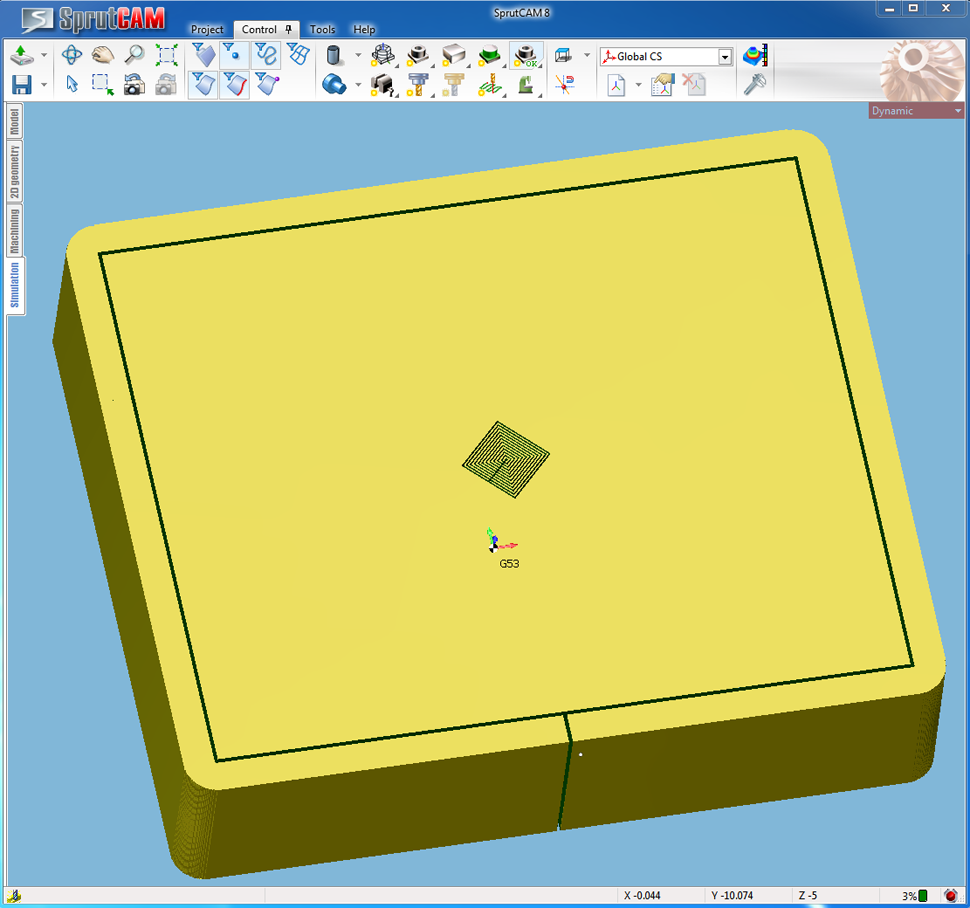
Wire EDM 2D Contouring» operation is meant for generation of the wire path along the 2D contour (2-axis machining) as well as for the movement along the 2D contour with a certain tilt angle of the wire (conic or 3-axis machining). Therefore, the resulting wire path is based on one contour in contrast to 4-axis machining, where the contours described by the wire in the lower and the upper planes are to be specified separately.
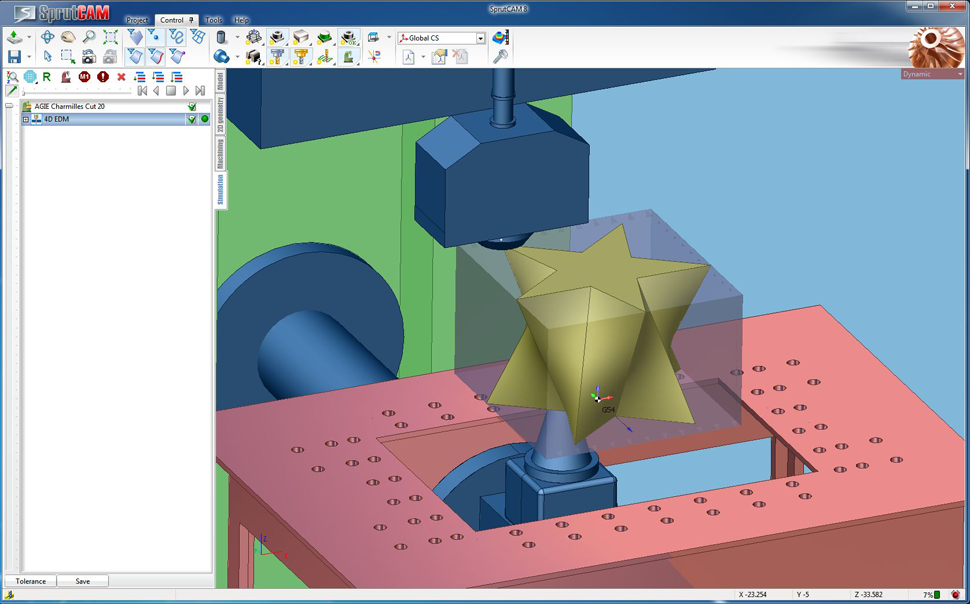
«4D electrical discharge machining of the contour» operation is intended for generation of the wire path along two 2D contours simultaneously. One of these contours defines the movement of the lower sliding guide, and the second contour specifies the movement of the upper sliding guide. Therefore, in this operation in contrast to «2D machining», the upper and the lower ends of the wire can describe an absolutely different path.
It is possible to define starting and ending points of machining, wire threading and cutting points, cone angles values and some other parameters for each contour individually.
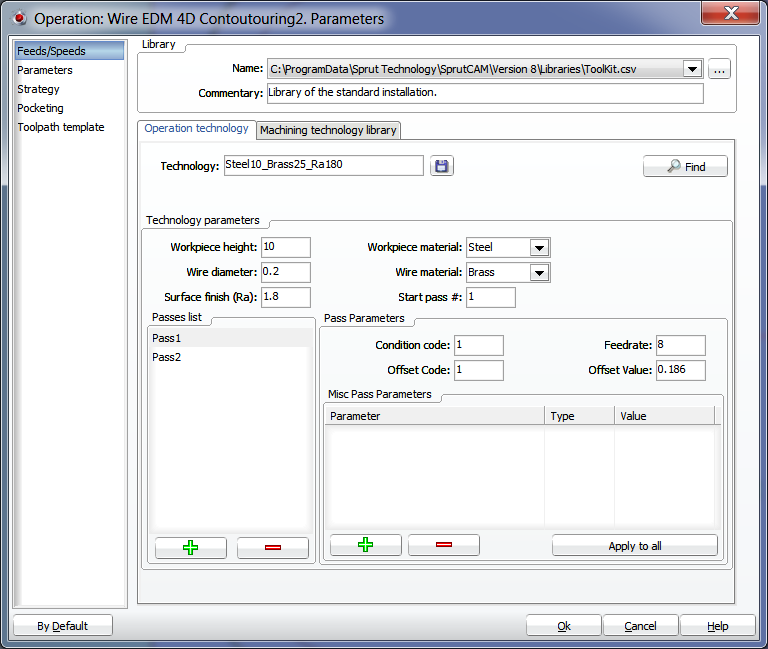
SprutCAM allows generating different types of cuts: rough cuts, finish cuts, link cutting passes, cleanup cuts after the link cutting, etc. You can also set up machining sequence, optimize cut directions, specify the wire radius compensation technique, allow the output of process shutdown commands into the control program, etc.
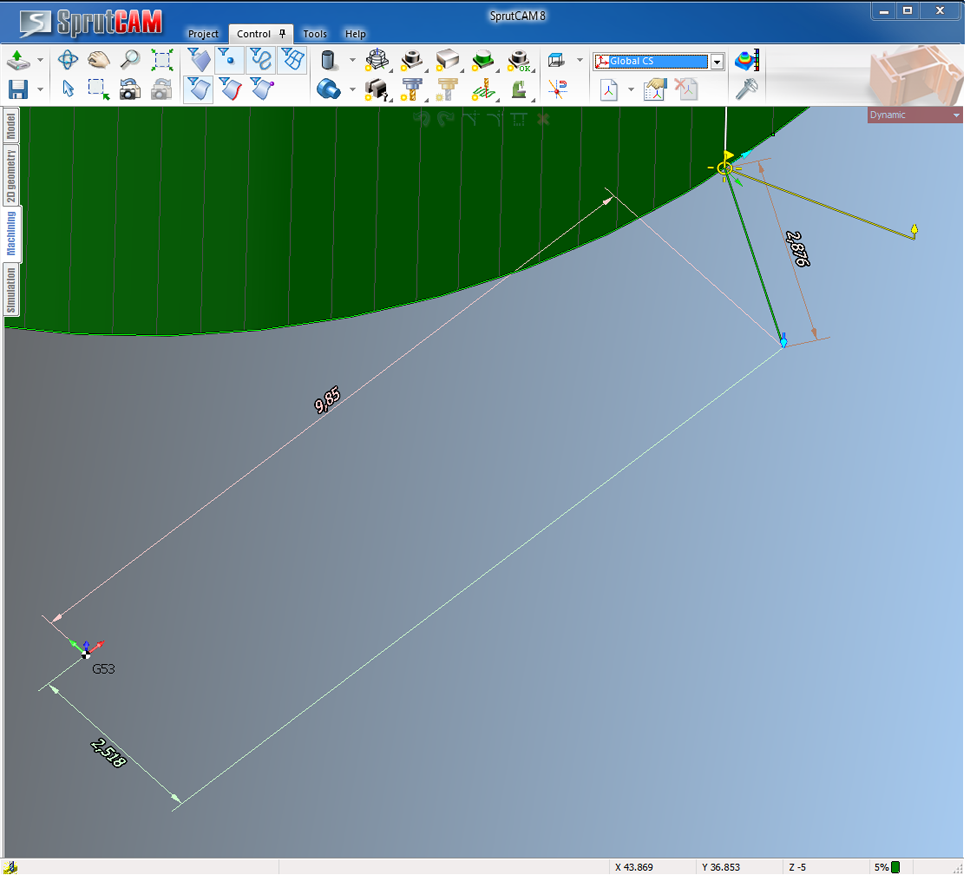
Approach-withdrawal indicators are interactive, they can be moved in the graphic window and you can define precise dimensions relative to other elements as well as to origin of coordinates.
In some cases, for example, if the work order is a line of closed contours, a cut along the complete contour of the part may cause undesired dropouts of the parts of the work piece.
SprutCAM provides a defined set of parameters, allowing to leave special unfinished areas, termed links, on the work piece. When the wire reaches such areas, the system will generate process shutdowns, after which some supplementary measures must be taken to fix certain parts of the work piece. Then unfinished links can be automatically cut. You can define the parameters, determining the number of passes for the link cutting, number of cuts for cleaning the contour after the link cutting, and also parameters, determining the execution sequence of these cuts.
Electroerosion sampling is intended for removing material from areas without generating of falling out pieces of metal. The wire path usually starts in the preliminarily performed holes, positioned closer to the centre of the work piece and it consists of equidistant or zigzag cuts, sequentially sampling the whole material inside the pockets.
Modern numerical control systems for electrical discharge machining allow loading of the table of predefined cutting conditions for each cut of the wire along the contour into the column. In the process of machining one of the table works is selected by specifying a special code of cutting conditions. SprutCAM maintains such representation of cutting conditions in its erosion operations. Depending on the thickness and the material of the work piece, the material and the diameter of the wire, the required surface smoothness of the part it is possible to select cutting conditions, wire offset value (allowance, individual for each cut and taking into account the wire radius, burnouts, depending on the power of the electric spark, etc.) and other parameters separately for each cut. The tables of machining conditions can be either selected from special cutting condition libraries or filled out in each operation all over again.